Hodnocení nejlepších značek svařovacího drátu v roce 2024

Svařovací drát se používá pro spolehlivé spojování kovů. V naší recenzi najdete popis populárních modelů a značek a doporučení, jak vybrat ten správný produkt. Poradíme nejlepším výrobcům, vysvětlíme: „co to je - svařovací drát“, funkčnost a rozmanitost těch nejlepších možností, budeme orientovat, kolik stojí.
Druhy svařovacího drátu, jeho klasifikace
Jako svařovací směs se používají různé druhy materiálů. Jsou vyrobeny z hliníku, mosazi, oceli, nerezové oceli, slitiny kovů. Výrobky mohou být potaženy mědí (měděným drátem). Veškerý „spotřební materiál“ musí být certifikován a vyroben v souladu s normou GOST 2246. Při svařování „MIG“ se používá několik typů výrobků:
- Nejčastěji se používají plné profily, částečně kvůli jejich nižším nákladům. Kritéria výběru pro jeden nebo druhý typ závisí na obecném kovu a jeho tloušťce. Tenká měkká ocel nevytváří žádnou strusku a kord se rychle ochladí.
- Tavený drát se chová jako běžné elektrody. Skládá se z kovové skořápky, dutého vnitřního prostoru naplněného granulovaným práškem (tavidlem). Během opravy nebo konstrukce zavádí tato směs do svaru legovací prvky. Zanechávají strusku, a proto zpomalují chlazení, což je výhodou při práci se silnými materiály.
- Aktivovaný model má podobné složení jako práškový, ale má méně zrnitých přísad (5 až 7% celkové hmotnosti), používá se pro svařování v CO2 a jeho směsích.
Výrobky se prodávají v sudech různých průměrů 0,8 / 1,0 / 1,2 / 1,6 mm. Podle svářečů je lepší koupit drát potažený mědí, chrání před oxidací, usnadňuje elektrický kontakt trysky svařovacího stroje se svařovaným povrchem a snižuje tření.

Existuje mnoho klasifikací pro každý typ, v závislosti na jeho složení, použitém ochranném plynu a oblasti použití. Pojďme se na tyto informace podívat blíže. Nejprve budeme studovat mezinárodní standardy, pak domácí značky:
1. Šňůra v pevné fázi by měla mít podobné složení jako obecný kov, směs obsahuje různá množství deoxidátorů v závislosti na aplikaci a ochranném plynu.
Nejběžnější přísadou je křemík, obsahuje malé množství různých kovů, které zlepšují mechanické vlastnosti svařovacího zařízení, odolnost proti korozi. Tyto dráty lépe oxidují a jsou obecně vhodnější pro práci s CO2, protože je zabráněno tvorbě pórů.
Drát z uhlíkové oceli je uveden společností American Society (AWS) pod označením „ER 70 S - x“ (britský systém opatření), kde: „E“ je elektroda; "R" - plnivo; 70 je minimální pevnost v tahu, vyjádřená v tisících liber na čtvereční palec (psi); "S" - tvrdost; „X“ je číslice,představující informace o chemickém složení elektrody („2“, „3“, „4“, „6“ nebo „7“), odpovídá stálému množství fosforu, síry, niklu, chromu, proměnlivému množství uhlíku, manganu a křemíku molybden, měď a další prvky. Zvažme vlastnosti produktů podle posledního obrázku:
- ER70S-2 poskytuje dobré svařování v plynu C-25 (75% argon + 25% CO2) i na oxidované oceli. Z celé řady je to jediný druh, který obsahuje titan, zirkon a hliník. Jeho hlavní nevýhodou je nedostatek tekutosti, zdráhá se pohybovat do strany a nedokáže správně přilnout k těžkým materiálům.
- ER70S-3 je jedním z nejběžnějších a rozpočtových modelů MIG, je méně viskózní. Produkt se úspěšně používá v automobilech, zemědělských a domácích spotřebičích.
- ER70S-4 má průměrné náklady, vhodné pro téměř všechny typy svařování oceli. ER70S-4 má dobrou tekutost, lepší oblouk než E70S-3, ale má větší rozstřik a používá se pro svařování konstrukčních ocelí, lodí, trubek a kotelen.
- ER70S-6, ER70S-7 mají nejlepší funkce a nejvyšší náklady, obsahují hodně křemíku, manganu jako deoxidátorů. Zpracovává všechny druhy oceli, od jemné uhlíkové oceli až po 1/2 palce. Plech. Vhodné pro jakoukoli běžně používanou směs plynů, dobrou tekutost. Výrobky se používají při výrobě karoserií, nábytku, hasicích přístrojů, tlakových nádob a trubek.
Tyto šňůry lze použít ke svařování nerezové oceli. Pro lepší odolnost proti korozi byste však měli věnovat pozornost drátu z nerezové oceli, jedné z nejběžnějších možností - „304“, „ER308“ se zvýšeným obsahem silikonu u typů „ER308L“ a „ER308LS“. Aplikace pro tyto dráty: chemická a potravinářská zařízení, nádrže na korozivní chemikálie, čerpadla, výměníky tepla.
Pro práci s hliníkem se používají výrobky z neželezných kovů. Existuje mnoho z těchto drátů, včetně:
- ER-1100, ER-4043 se používají s argonem, heliem a dalšími směsmi průmyslových plynů, ideální pro práci s tlustými plechy a odlitky. Hlavními průmyslovými odvětvími používajícími tento typ jsou potraviny, mléčné výrobky a chlazení.
- ER-5356 obsahuje 5% hořčíku, tento drát bude fungovat ve většině situací. Díky své vysoké pevnosti v tahu je vhodný pro výrobu a opravy válcovaných palivových nádrží.
Je nemožné poskytnout univerzální radu: „Který produkt je lepší koupit?“ popularita modelů závisí na konkrétní pracovní situaci.
2. Práškové elektrody („FCAW“ svařování) jsou uhlíková ocel, nízkolegovaná ocel, nerezová ocel a litina. Jsou klasifikovány podle mechanických vlastností svarového kovu.
Značky založené na imperiálních jednotkách jsou „E 7 1 T - 1 C / M“, kde: E je elektroda; 7 je minimální pevnost v tahu svarového kovu, vyjádřená v tisících liber na čtvereční palec; 1 - svařovací poloha (někdy „0“ nebo „1“). "0" - plochá a vodorovná poloha; „1“ označuje všechny polohy; T - Tubular (1 označuje správné použití elektrod z hlediska polarity a celkového výkonu, pohybuje se od „1“ do „14“ nebo „G“ až „GS“.
„G“ označuje polaritu a obecný výkon není specifikován. „S“ za „G“ znamená, že kabel je vhodný pouze pro jeden průchod); C / M - je vyžadován ochranný plyn. „C“ - 100% CO2, „M“ - směs argonu a CO2. Pokud není žádné písmeno, použije se drát s tavidlem pro svařování bez plynu.
Mezi výhody práškového kabelu MIG patří nízké ztráty rozstřikem, snadné odstraňování strusky a vysoká odolnost proti nárazu, extrémním teplotám a praskání. Tyto dráty se používají v těžkém průmyslu, těžbě a stavbě lodí.
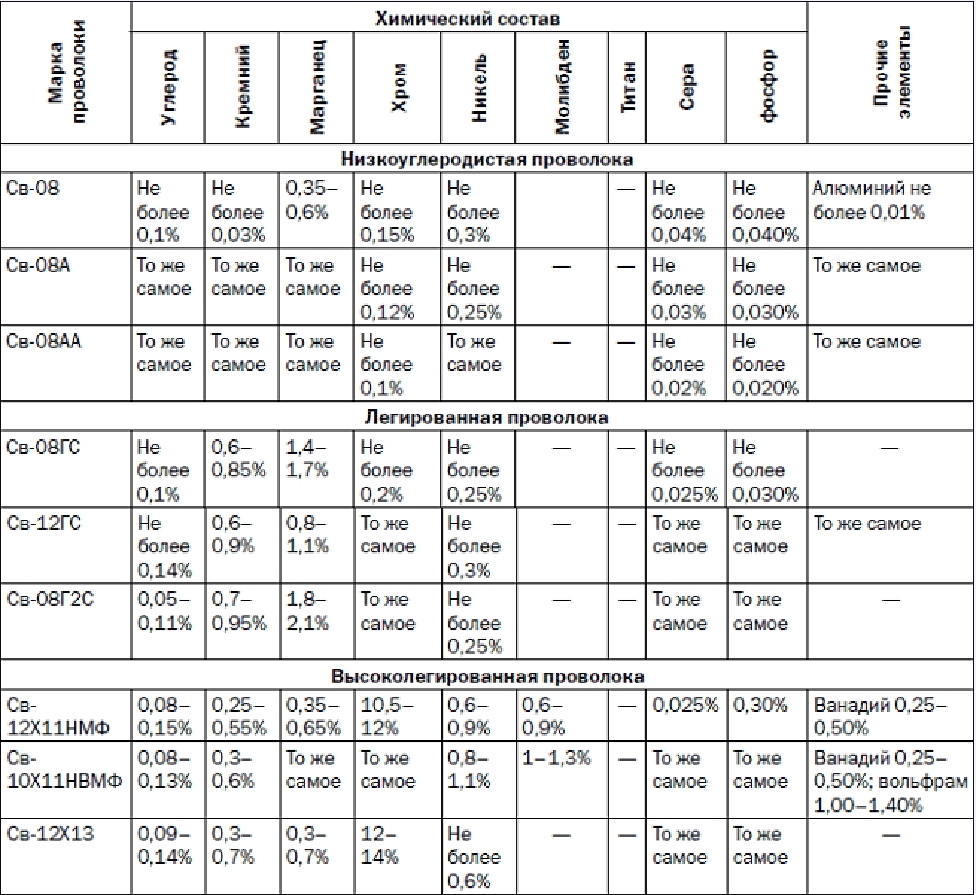
Níže uvádíme srovnávací tabulku domácích značek podle GOST:
Hodnocení jakostních tříd svařovacího drátu pro rok 2024
Náš seznam je sestaven ze skutečných recenzí, bere v úvahu názor kupujících, kteří jsou obeznámeni s vlastnostmi produktů.
Plná část
Elitech 0606.010000

5. místo pro měděný model „Elitech 0606.010000“, používaný svařovacími automaty („MIG-MAG“) s ochranným plynem. Šňůra je vyrobena ze silné, vysoce kvalitní oceli, která zajišťuje vynikající účinnost práce. Průměr drátu - 0,8 mm, hmotnost 1 kg.
Ochranná měděná vrstva chrání výrobek před oxidací, zlepšuje elektrickou vodivost a snižuje spotřebu násadců. Elitech 0606.010000 je navinut na plastové cívce, což zvyšuje produktivitu svářeče.
Technické ukazatele:
| Parametry | Specifikace |
|---|---|
| Průměr | 0,8 mm |
| Materiál | Ocel |
| Typ krytu | Pokovené mědí |
| Typ drátu | Plná část |
| Svařovací atmosféra | Oxid uhličitý, inertní plyn |
| Obal | Cívka |
| Hmotnost | 1 kg |
| Země původu | Čína |
| Vlasti značky | Rusko |
Výhody:
- nevaří;
- padne dobře;
- ergonomické balení.
Nevýhody:
- nezjištěno.
ELKRAFT ER5356

4. místo - hliníková šňůra "ELKRAFT ER5356", její průměr - 0,8 mm, hmotnost - 2 kg, výrobek je umístěn na cívce (20 cm). Drát se používá pro poloautomatické svařování slitin hliníku a hořčíku, kovových konstrukcí obsahujících> 3% "Mg": AlMg3, AlMg4, AlMg5, AlMg6, podobných směsí. Svařování se používá stejnosměrným proudem (DC plus), ochranným plynem je argon.
Technické ukazatele:
| Parametry | Specifikace |
|---|---|
| Průměr | 0,8 mm |
| Materiál | Hliník |
| Typ drátu | Plná část |
| Svařovací atmosféra | Inertní plyn |
| Vhodné pro svařování | Hliník |
| Výnosový bod | 120 |
| Relativní prodloužení | 26 |
| Pevnost v tahu | 265 |
| Obal | Cívka |
| Hmotnost | 2 kg |
Výhody:
- hladký šev;
- cenová kvalita.
Nevýhody:
- nezjištěno.
MONOLITH 20312

Bronz - na měděnou šňůru "MONOLITH 20312", průměr 1,2 mm, hmotnost 5 kg. Model se používá pro svařování „MIG-MAG“.
Technické ukazatele:
| Parametry | Specifikace |
|---|---|
| Průměr | 0,8 mm |
| Materiál | Pokovené mědí |
| Typ drátu | Plná část |
| Svařovací atmosféra | Oxid uhličitý, inertní plyn |
| Vhodné pro svařování | Uhlíková ocel |
| Obal | cívka |
| Hmotnost | 4 kg |
Výhody:
- během provozu poskytuje plazmová vakuová oblouková tryska vynikající čištění svařovaného povrchu;
- řadové vinutí výrazně zvyšuje životnost drahých poloautomatických zařízení MIG;
- „MONOLITH 20312“ má stabilní spalování oblouku, které je udržováno ve většině provozních režimů produktu.
Nevýhody:
- nezjištěno.
Esab SV-08g2s
 Druhé místo zaujímá „Esab SV-08g2s“, který se používá pro práci s nízkouhlíkovou a nízkolegovanou ocelí s mezí kluzu přesahující 400 MPa, jako ochrana se používá oxid uhličitý a jeho směsi.
Druhé místo zaujímá „Esab SV-08g2s“, který se používá pro práci s nízkouhlíkovou a nízkolegovanou ocelí s mezí kluzu přesahující 400 MPa, jako ochrana se používá oxid uhličitý a jeho směsi.
Technologie výroby produktu „Esab SV-08g2s“ zajišťuje rovnoměrné napájení kabelu a malé rozstřikování během provozu. Výrobek má přísné omezení obsahu nečistot v chemickém složení, což zaručuje vynikající mechanické a rázové parametry svarového kovu (KCU při -60 ° C). Hotový šev je charakterizován zvýšenou odolností proti tvorbě třísek, a to i v podmínkách porušení úrovně teploty „interpass“ během dlouhodobého provozu. "Esab SV-08g2s" se používá v následujících průmyslových odvětvích:
- energie;
- stavba automobilů;
- těžké strojírenství;
- loděnice;
- zvláštní vybavení;
- zařízení mostů, stavebních konstrukcí.
Technické ukazatele:
| Parametry | Specifikace |
|---|---|
| Průměr | 0,8 mm |
| Materiál | Slitina kovu |
| Typ krytu | Pokovené mědí |
| Typ drátu | Plná část |
| Svařovací atmosféra | Oxid uhličitý, inertní plyn |
| Vhodné pro svařování | Nízkouhlíková ocel |
| Výnosový bod | C1 (100% CO2) - min. 390 MPa, M21 (80% Ar + 20% CO2) - min. 400 MPa |
| Relativní prodloužení | C1 (100% CO2) - min. 20%, M21 (80% Ar + 20% CO2) - min. 22% |
| Pevnost v tahu | C1 (100% CO2) - min. 490 MPa, M21 (80% Ar + 20% CO2) - min. 510 MPa |
| Třída GOST | 2246-70: Sv-08G2S-O |
| Třída EN ISO | EN ISO 14341: EN ISO 14341-B-G S18, EN ISO 14341: EN ISO 14341-B-G 49A 2 C1 S18, EN ISO 14341-B-G 49A 2 M21 S18 |
| Obal | Cívka |
| Hmotnost | 5 kg |
| Typ slitiny | Manganová uhlíková ocel |
Výhody:
- vysoce kvalitní svar v podmínkách vícenásobného svařování;
- přijatelná cena.
Nevýhody:
- nezjištěno.
ER-70S-6 Brima 0011991

Vítězem se stala Brima 0011991, která se používá pro poloautomatické a automatické svařování MIG / MAG, šňůra úspěšně pracuje s uhlíkem a nízkolegovanými kovy pomocí směsí ochranných plynů. Mezi výhody tohoto modelu patří nízký kovový rozstřik, vysoce kvalitní rovný šev, schopnost pracovat se zvýšenou účinností.
Mechanické vlastnosti:
- limit obratu - 420 Mpa;
- pevnost v tahu - 530 MPa;
- srovnávací prodloužení - 27%;
- rázová tvrdost - 90 J / cm2.
Technické ukazatele:
| Parametry | Specifikace |
|---|---|
| Hmotnost | 5 kg |
| Analogy | ER-70S-6; CB-08G2S; SG2 |
| Materiál | Slitina kovu pokovená mědí |
| Značka AWS | ER70S-6 |
| V ISO třídě | SG2 |
| Třída GOST | SV-08G2S |
| Průměr | 0,8 mm |
| Jednotka položky | Věc |
| Hmotnost zabaleného zboží, kg | 5.03 |
| Rozměry zabaleného zboží, mm | 50 x 50 x 1000 |
| Vlasti značky | Německo |
| Typ drátu | Plná část |
| Svary | Uhlíková ocel, nízkolegovaná ocel |
| Atmosféra | Oxid uhličitý, inertní plyn |
| Obal | Babina |
Výhody:
- několik postříkání během práce;
- cenová kvalita.
Nevýhody:
- nezjištěno.
Prášek
Elitech 0606.016000
5. místo - pro práškovou šňůru „Elitech 0606.016000“ tento model používají poloautomatické svařovací stroje „MIG / MAG“ bez použití plynu. Rodištěm značky je Ruská federace.
Technické ukazatele:
| Parametry | Specifikace |
|---|---|
| Průměr | 0,8 mm |
| Materiál | Slitina kovu |
| Typ drátu | Prášek |
| Svařovací atmosféra | Ponořený oblouk |
| Obal | Cívka |
| Hmotnost | 1 kg |
Výhody:
- aplikováno bez plynu;
- relativně nízká cena.
Nevýhody:
- nezjištěno.
CEDAR MIG E71T-GS

Na 4. místě je prášek „MIG E71T-GS“, drát je schopen svařovat materiály v jednom „průchodu“ s překrývajícím se spojem, přičemž je možné pracovat všemi směry. Výrobek se úspěšně používá v loďařském průmyslu, při výrobě různých kovových konstrukcí, při práci s rotujícími částmi a v jiných oblastech, kde je obtížné používat poloautomatické svařovací zařízení v prostředí stíněného plynu. Zařízení musí pracovat na stejnosměrný proud (DC), polarita je stejná, vinutí kabelu na cívce je v řadě.
Technické ukazatele:
| Parametry | Specifikace |
|---|---|
| Průměr | 0,8 mm |
| Materiál | Slitina kovu |
| Typ drátu | Prášek |
| Svařovací atmosféra | Ponořený oblouk |
| Výnosový bod | 400 MPa |
| Relativní prodloužení | 0.22 |
| Pevnost v tahu | 480 MPa |
| Značka AWS | E71T-GS |
| Obal | Cívka |
| Hmotnost | 1 kg |
Výhody:
- cenová kvalita.
Nevýhody:
- nezjištěno.
Innershield NR-232

Bronz - pro plněný drát pracující bez plynu. Model „Innershield NR-232“, používaný s uhlíkovými kovy, může být tryska držena ve všech prostorových polohách.
Mezi vlastnosti „Innershield NR-232“ patří: zvýšená rychlost a hloubka navařování povrchu při práci mimo polohu; relativně rychlé nastavení dílů; snadné odstraňování strusky. Zabezpečení kvality šarží odpovídá AWS D1.8. Rozsah „Innershield NR-232“:
- stavební průmysl, včetně kovových konstrukcí, které splňují požadavky na seismickou bezpečnost;
- obecné konstrukční desky
- výroba dílů a příslušenství pro stavbu lodí;
- těžké strojírenství, různé kontejnery, bunkry, podpěry, mostní prvky.
Technické ukazatele:
| Parametry | Specifikace |
|---|---|
| Klasifikace a schválení | AWS A5.20 / A5.20M EN ISO 17632-A: E71T-8: T 42 2 Y N 2 H10 |
| Mez kluzu σt, N / mm² | 490 |
| Maximální pevnost σв, N / mm² | 590 |
| Prodloužení δ,% | 26 |
| Rázová pevnost KCV, J / cm² | 65 při -20 ° C 35 při -29 ° C |
| Chemické složení povrchové úpravy. kov | C,% 0,18 Mn,% 0,65 Si,% 0,27 Al,% 0,55 P,% 0,006 S,% 0,004 |
| Průměr | 1,7 mm |
| Hmotnost | 4 * 6,1 kg |
Výhody:
- silný šev;
- snadné odstraňování strusky.
Nevýhody:
- nezjištěno.
Filarc PZ 6113

2. místo zaujímá univerzální, fungující bez ochranného plynu, vícepolohová rutilová prášková šňůra, vyrobená pro provoz v argonové směsi „M21“, oxid uhličitý „C1“, bez nečistot. Zařízení musí být nastaveno na DC obrácenou polaritu.
Filarc PZ 6113 svařuje uhlík, nízkolegované kovové konstrukce, lodní prvky.Drát má vynikající technologické parametry, tvoří rovnoměrný svar se snadno odnímatelnou struskovou kůrou, přičemž nedochází prakticky k žádnému rozstřiku. Je důležité si uvědomit, že při vytváření reverzní housenky jednostranným svařováním je nutné použít keramické podložky s lichoběžníkovou drážkou. Šev musí být veden pod úhlem dozadu, čímž se struska vtlačí do zadní části lázně.
Technické ukazatele:
| Parametry | Specifikace |
|---|---|
| Průměr drátu | 1,2 mm |
| Drát na kazetě | 16 kg |
| Ochranný plyn C1 | 100% oxid uhličitý |
| Klasifikace | Podle AWS A5.36 E71T1-C1AO-CS2-H4, E71T1-M21A0-CS-H8; ISO 17632-A T 42 2 P C 1 H5, T 46 2 P M 1 H10 |
| Chemické složení | C - uhlík 0,06% Mn - mangan 1,20% Si - křemík 0,45% S - síra max 0,030% P - fosfor max 0,030% |
| Mez kluzu σт | ≥420 N / cm² |
| Maximální pevnost σв | ≥ 510 N / cm² |
| Prodloužení δ | 22 % |
| Rázová síla | KCV -20 ° C ≥68 |
Výhody:
- žádné postříkání;
- vícepolohová práce.
Nevýhody:
- nezjištěno.
WESTER FW 12300

Vítězem se stal práškový produkt „WESTER FW 12300, drát se navíjí na cívku o průměru 20 cm.„ WESTER FW “se používá k práci v různých prostorových polohách, k svařování nízkouhlíkových a nízkolegovaných kovů, s ochranným plynem i bez něj. Model je dodáván na trh ve vakuovém obalu odolném proti vlhkosti. Výrobek vyhovuje předpisům AWS HTE71T-1.
Technické ukazatele:
| Parametry | Specifikace |
|---|---|
| Průměr | 1,2 mm |
| Materiál | Slitina kovu |
| Typ drátu | Prášek |
| Brews | Nízkouhlíková, nízkolegovaná ocel |
| Značka AWS | HTE71T-1 |
| Obal | Cívka |
| Hmotnost | 3 kg |
| Svařování | Bez ochranného plynu |
Výhody:
-
- cenová kvalita;
- hladký šev;
- lehká hadice.
Nevýhody:
- nezjištěno.
Doufáme, že náš článek vám pomůže pochopit mezi různými značkami svařovacího drátu. Úspěšná práce!
nové položky
Hodnocení nejlepších klupps pro rok 2024
Zobrazení: 7
Hodnocení nejlepších odstínových šamponů pro rok 2024
Zobrazení: 15
Hodnocení nejlepších lopat na sníh pro rok 2024
Zobrazení: 142
Hodnocení nejlepšího vlákna pro rok 2024
Zobrazení: 122
Kategorie

Hodnocení nejlepších materiálů pro zvukovou izolaci bytu v roce 2024
Zobrazení: 95022

Nejlepší pánské běžecké boty v roce 2024
Zobrazení: 87680

Nejlepší oční stíny v roce 2024
Zobrazení: 24365

Hodnocení nejlepších žehliček pro domácnost pro rok 2024
Zobrazení: 1650


Hodnocení nejlepších tvůrců brožur pro rok 2024
Zobrazení: 4801
Užitečný
Hodnocení nejekonomičtějších tiskáren pro rok 2024
Zobrazení: 1001


Hodnocení nejlepších koupelnových vah pro rok 2024
Zobrazení: 1877

Hodnocení nejlepších smartphonů až 12 000 rublů pro rok 2024
Zobrazení: 1704

Hodnocení nejlepších kardanů pro akční kamery pro rok 2024
Zobrazení: 13896
Populární články
-

Nejlepší hodnocení nejlepších a levných skútrů do 50 metrů krychlových v roce 2024
Zobrazení: 97661 -
Hodnocení nejlepších materiálů pro zvukovou izolaci bytu v roce 2024
Zobrazení: 95022 -

Hodnocení levných analogů drahých léků na chřipku a nachlazení do roku 2024
Zobrazení: 91750 -
Nejlepší pánské běžecké boty v roce 2024
Zobrazení: 87680 -

Špičkové hodnocení nejlepších inteligentních hodinek 2024 - cena a kvalita
Zobrazení: 85091 -

Nejlepší komplexní vitamíny v roce 2024
Zobrazení: 84801 -

Nejlepší barvivo na šedivé vlasy - nejlepší v roce 2024
Zobrazení: 82406 -

Hodnocení nejlepších barev na dřevo pro vnitřní použití v roce 2024
Zobrazení: 77202 -

Pořadí nejlepších akčních kamer z Číny v roce 2024
Zobrazení: 75269 -

Hodnocení nejlepších navijáků v roce 2024
Zobrazení: 74827 -
Nejúčinnější doplňky vápníku pro dospělé a děti v roce 2024
Zobrazení: 72462 -

Nejlepší hodnocení nejlepších prostředků pro mužskou potenci v roce 2024 s popisem
Zobrazení: 68296